Issue 022, December 6, 2021
Grant G Justice, Sr. Research Metallurgist
Inspection of the surface of fine precious metal wire with a diameter under 0.020 inches is a difficult challenge. Surface evaluation is needed to verify workmanship standards are maintained especially for applications where surface quality is critical such as interventional medical devices. Challenges include: observing the full circumference of the wire, using high magnification to identify microscopic defects, inspecting a statistically significant sample length, and high reflectivity of the surface to light.
Deringer-Ney has developed a methodology that successfully mitigates these challenges. Deringer-Ney forms a coil of wire by wrapping it around a round mandrel. During the coiling process the wire is slowly twisted to develop a ‘candy cane’-like twist to the wire to ensure that the full circumference of the wire is visible on the outside of the coil as described in Figure 1. At least 50 wraps of wire around the mandrel will be inspected. This coil is a compact way to observe the surface of a long length of wire under the microscope, for example a 0.020 in diameter wire wrapped around a 0.05 in diameter mandrel for 50 wraps will only be a coil 1 inch long, but will hold 10 inches of wire. Additionally, both the coiling and twisting action act to stretch the outside surface of the wire. This applied tensile and shear strain will act to open up any cracks or seams in the surface of the wire which may otherwise be hidden. Discussion of some defects on larger diameter aluminum wires can be found in work by Moharana et al.[1]
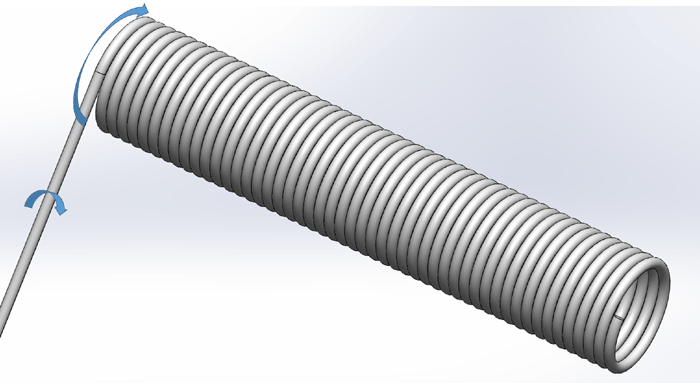
Figure 1: Example of a wire during coiling showing the twisting action on the wire as it is wound into a coil.
Once the coils are formed, they need to be inspected. Inspection under an optical microscope is very difficult due to the low depth of field and the tendency for the smooth precious metal surfaces to be highly reflective, thus obfuscating the defects. Deringer-Ney solves this problem by utilizing a Scanning Electron Microscope (SEM)[2] to inspect the wires. This type of microscope uses electrons instead of light to examine the surface and is better suited to the examination of optically reflective surfaces. SEM’s also have a larger depth of field allowing more of the curvature of the wire and coil to be in focus during inspection. A comparison between an optical and an SEM micrograph of a wire coil can be found in Figure 2. Inspection is typically performed between 50× to 500× depending on the diameter of the wire. Any flaws may be investigated at higher magnifications, up to around 2,000×.
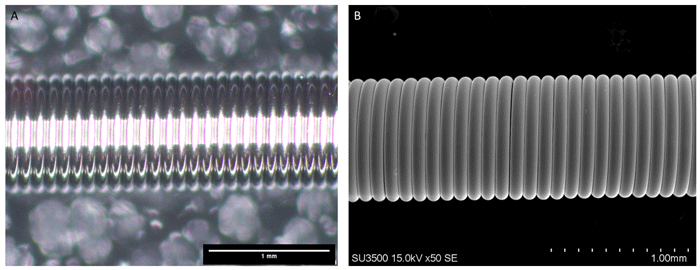
Figure 2: Side by side comparison of coil inspections performed on an optical microscope (A) and a scanning electron microscope (B).
This carefully designed methodology allows for the efficient and detailed inspection of all fine wires Deringer-Ney produces. This data is used to both identify non-conforming lots prior to shipment to customers and to drive process improvements to reduce the occurrence of defects during processing, raising product quality overall.
References:
[1] Moharana, Bhimsen, and B. Kumar. “Breakage Analysis of Aluminum wire rod in Drawing Operation.” International Research Journal of Engineering and Technology (IRJET) 4.12 (2017): 971-981.
[2] Goldstein, Joseph, Dale E. Newbury, David C. Joy, Charles E. Lyman, Patrick Echlin, Eric Lifshin, Linda Sawyer, and J. R. Michael. Scanning Electron Microscopy and X-Ray Microanalysis: Third Edition. 3rd ed. Springer US, 2003.