Issue 012, June 28, 2021
Grant G. Justice, Senior R&D Metallurgist
Bending is a ubiquitous forming operation utilized to shape sheet metal and wire into a wide range of parts, including sliding contacts and complex stampings for medical applications, as illustrated below in Figure 1. There are many different potential methods of bending a part, as well as different considerations with respect to the bend. This discussion will primarily focus on bending as a forming operation that is designed to permanently change the shape of a part and not elastic bending of a part that may occur in service.

Figure 1: Examples of parts formed by bending: A: contact brush formed from strip insert molded into
plastic housing, B: formed wire brushes, C: progressive stamping involving multiple bending operations.
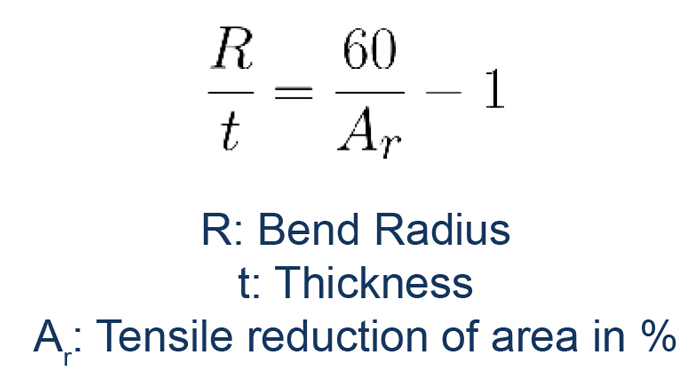
Bending Basics: Three key dimensions describe sheet and wire bending: the thickness or diameter (t), the bend radius (R), and the bend angle (θ) as described in Figure 2. The bendability of a material is usually expressed as a normalized value of R/t at a specific angle and provided by the manufacturer as a general material property rather than certifying each thickness or diameter individually. The minimum R/t value for a free bend can be approximated from tensile data from the following empirical relationship for homogeneous, ductile, isotropic materials in plane strain[1].
The other major consideration during bending operations is springback. During bending, the material on the outside of the bend is stretched in tension and the material in the inside of the bend is compressed. While the bulk of the deformation is permanent, there is a small elastic component that causes the bend to open back up slightly when the bending operation is complete. This is called springback, and its magnitude needs to be taken into account during forming to ensure the part has the desired final angle.
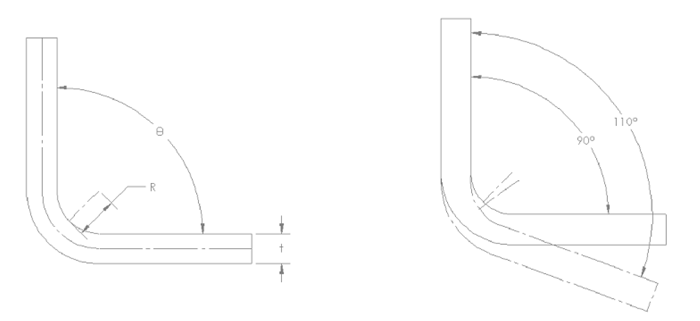
Figure 2: Illustration of key dimensions for bending and representation of sample before and after springback.
Bending Methods: There are numerous methods to bend shapes out of sheet and wire, more so than it is practical to name here[2]. Briefly, some selected bending modes are:
- Free Bending: As seen in Figure 3A, free bending is the simplest form of bending. Three points of contact control the final bend angle, which will be based on the separation of the supports and the displacement of the punch. The only method to manage springback in free bending is to over bend by a specific amount, such that springback results in the desired bend angle.
- Die Bending: As seen in Figure 3B, die bending utilizes a matched punch and die set which bend the sheet between them. This configuration offers an additional option for managing springback vs free bending. Like free bending, the punch and die set can be designed to over bend by a small amount so the correct angle is formed once the part springs back. Additionally, during bending the punch can be pressed or over driven into the die cavity resulting in an increased level of compressive stress in the bend. This compressive stress can be used to change the final stress state and eliminate springback, or even result in negative springback, depending on the die design[3].
- Constrained Bending: Constrained bending as shown in Figure 3C has the addition of a stripper plate around the punch holding the work piece down.This can be useful in forming complex bends, since it will result in additional bends around the primary bend. Additionally, the pressure applied by the stripper plate creates a friction force that resists the sheet being drawn into the bend. This resistance results in a tensile force in the part, so, in effect, the sheet is stretched over the punch. This tensile force can be advantageous, as it can modify the final stress state in the bend and be used to reduce or eliminate springback. The addition of extra tensile stress will increase the minimum R/t required for a successful bend.

Figure 3 Schematic of 90-degree “V-bends” representing A) Free Bending, B) Die Bending, and C) Constrained Bending
Bending is a fundamental forming operation key to the success of almost simple to highly complex wire forms and sheet stampings. A general understanding of bending methods, key dimensions, and the relationship to tensile behavior and bend performance will aid in understanding what is possible for precision forming operations.
References:
[1] Datsko, Joseph, and Chin T. Yang. “Correlation of bendability of materials with their tensile properties.” (1960): 309-313.
[2] Kalpakjian, S., and S. R. Schmid. “Manufacturing processes for engineering materials–5th edition.” (2014): 1.
[3] Benson, Steve. “Bending Basics: The Hows and Whys of Springback and Springforward,” July 9, 2014. https://www.thefabricator.com/thefabricator/article/bending/bending-basics-the-hows-and-whys-of-springback-and-springforward.