Issue 007, February 26, 2021
Patrick K. Bowen, Ph.D., R&D Manager
The assembly of microelectronic and sliding contact devices often utilizes a combination of welding, brazing, soldering, and adhesives. The localized liquid phase bonding of welding, brazing, and soldering is preferred in electrical applications due to the high degree of stability and reliability in the electrical connection compared to adhesives. Soldering has the additional advantage of having the lowest heat input of these joining processes, thus preserving the desired temper of the contact material.
Solders used in electrical contact applications range from banal alloys such as tin (Sn)-lead (Pb) and tin-silver, to exotic materials like indium and gold-germanium. Lead-tin alloys are historically the most widely used, with common leaded solder alloys having compositional ratios of 63 wt.% Sn-37% Pb, 60% Sn-40% Pb, and 50% Sn-50% Pb. More recently, lead-free solder alloys are preferred, but lead-containing compositions continue to see use in assembly of certain critical components. When solders are melted and brought into contact with complex precious metal alloys, multi-faceted reactions may occur. Here, a brief experimental evaluation of interaction between tin-lead solders and the structural gold alloy NeyoroTMG is presented.
Work hardened Neyoro G wires of 0.0195 in (495 μm) diameter were immersed in 60 wt.% Sn-40% Pb liquid solder. This operation was conducted at molten solder temperatures 245 and 300°C, and hold times 5, 20, and 50 seconds. Samples were metallographically prepared for scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDS) examination. Size of the remaining Neyoro G wire, less adhered solder and reaction zone, was quantified using image analysis methods.
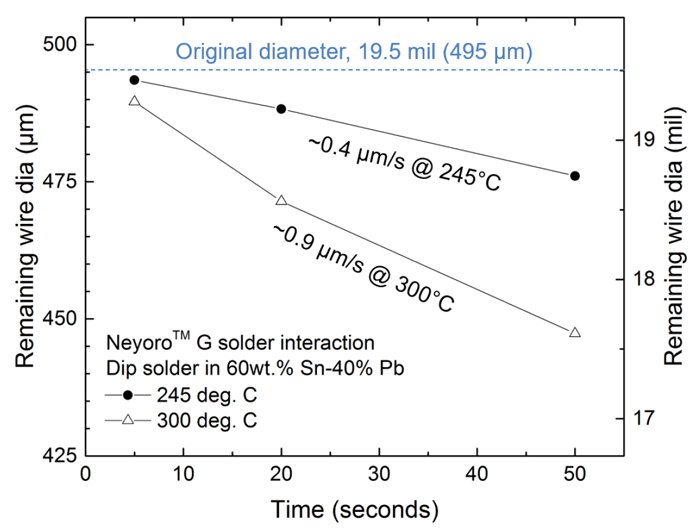
Figure 1: Diameter of remaining Neyoro G after immersing in molten 60wt.%Sn-40%Pb solder for the indicated times at specified temperatures.
The remaining diameter of Neyoro G is plotted in Figure 1. A nominally linear relationship is observed between wire diameter and hold time. In 60 wt.%Sn-40% Pb solder, the diameter of a Neyoro G wire is initially consumed at a rate of 0.4 μm/s and 0.9 μm/s at 245°C and 300°C, respectively. Because of the relatively large diameter of the wire studied, substantial Neyoro G remains under these conditions, about 80% of the initial area in the worst case (300°C for 50s). The solder interface of this condition was also evaluated in cross-section by SEM and EDS. As shown in Figure 2, the solder interface consists of a two-layer structure.
A so-called “bulk” region exhibits a mixture of alloy and solder constituents with strong segregation of Au and Pb. An “interface” region near the remaining Neyoro G alloy is enriched in Sn, Cu, and Au.
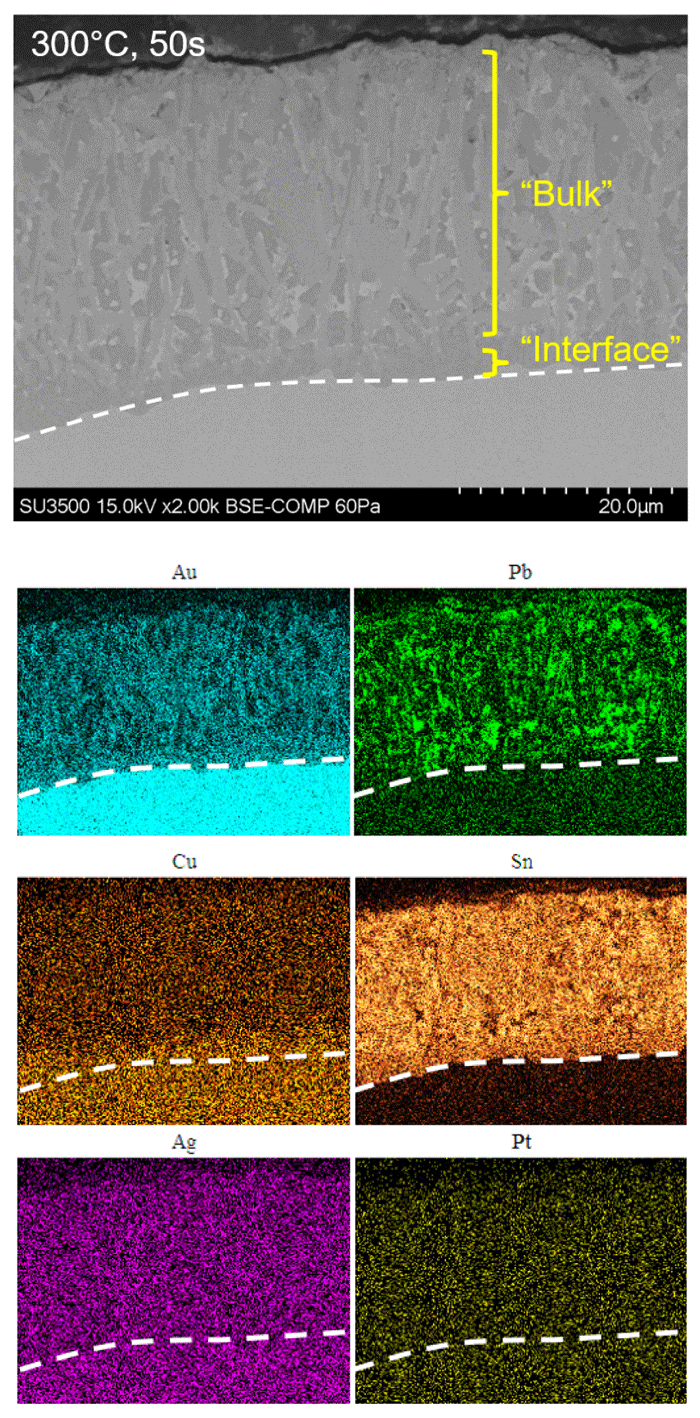
Figure 2: Backscattered electron image (top) and EDS element maps (bottom) for selected Neyoro G alloy constituents (Au, Cu, Ag, and Pt) and solder constituents (Pb and Sn) after immersion in 60wt.%Sn-40% Pb 50 seconds at 300°C.
Prior work on solderability of materials containing Au may help frame these observations and provide guidance on likely properties of the solder joint. Liu et al, [1] observed that a Au-Sn-Cu solder
joint develops AuSn2, (Cu,Au)6Sn5, and Cu3Sn phases at 250°C. After aging, the dominant phases in the solder joints were AuSn and Cu3Sn, and the aging reaction was observed to decrease shear strength of the solder joint. Yoon et al. [2] suggested a similar progression for Sn-Cu ball grid array solder on a Cu substrate plated with Ni and Au. In their work, a (Cu,Ni)6Sn5 phase was observed due to the interaction with Ni underplate. Yoon et al. noted that shear strength of their solder joints abruptly dropped after 24 hours of high temperature aging, but did not decrease at longer aging times.
Based on this work and joining best practices, it is suggested to:
- use solder or reflow processes with a high degree of temperature and time control in order to control the reaction with the workpiece;
- minimize the mechanical load carried by the solder joint due to the interfacial growth of intermetallics; and
- avoid additional heat aging of the solder joint, if possible.
Using the above guidelines, it should be possible to ensure optimal performance of Neyoro G materials and components where soldering is used in assembly.
References:
[1] Liu W, Wang Y, Ma Y, Yu Q, Huang Y. Interfacial microstructure evolution and shear behavior of Au-20Sn/(Sn)Cu solder
joints bonded at 250 ̊C. Mater Sci Eng A. 2016 Jan 10:651:626-35.
[2] Yoon J-W, Kim S-W, Koo J-M, Kim D-G, Jung S-B. Reliability investigation and interfacial reaction of ball-grid-array
packages using the lead-free Sn-Cu solder. J Electron Mater. 2004 Oct1;33(10):1190-9.