Issue 006, February 10, 2021
Dan Montone, Product Manager
“Make and break” contacts fall into two basic categories, arcing contacts and non-arcing contacts. Nonarcing contacts are those that are rated for voltages and currents too low to initiate an arc, or contacts that are normally operated under no load conditions. An arcing contact, on the other hand, is designed to establish and interrupt the flow of high current at relatively high voltage. Other variables that contribute to the establishment of an arc include gas composition and gas density between the contacts, contact materials, contact geometry, and the load characteristics (resistive, inductive, capacitive). This short article is meant to bring awareness to the design engineer about the extreme environment these devices need to operate and the basic mechanism leading to contact wear.
Charged Particles and Electric Field Strength: A good starting point is to define the difference between voltage and electric field strength. Although related, they are not the same thing. Voltage is a relative term and describes the difference in potential between two points in an electric circuit, measured in volts (V). An electric field is a field in space that exerts a physical force on charged particles (electrons and ions) causing the charged particles to accelerate within the field in a particular direction[1]. In the case of switch contacts, it would refer to the field created between the contact surfaces as they approach or separate from each other. The magnitude of electric field strength is expressed in volts per meter (V/m).
Arc formation begins when charged particles accelerate within the contact gap from one electrode to another under the influence of an electric field. The kinetic energy of the accelerating charges can then ionize additional gas molecules within the gap causing a cascading, positive feedback loop resulting in a self-sustaining, energetic arc. Temperatures within the arc can easily vaporize metals, reaching anywhere from 6000 to 20000K[2]. Ionization of metal vapor, once initiated, becomes yet another contributing factor that helps generate and sustain the arc.
Establishing the Arc: The release of charged particles can be initiated several ways beginning with the ionization of air (or other gases) between a closing contact pair as they approach each other. The Paschen Curve (Figure 1) is an empirically derived curve, and describes the breakdown voltage as a function of gas pressure and contact spacing[3]. Gas pressure is important because of its relationship to gas density. High gas density increases the probability for the interaction of charged particles in a given volume of space. As it can be seen from Figure 1, very low gas pressure and very high gas pressure results in an increase in breakdown voltage. At low gas pressure and fixed gap length, an electron has a longer mean free path to develop more kinetic energy for ionization. However, there are fewer gas molecules to interact with, and thus less probability an ionization event will occur. At high gas pressure, the mean free path of the electron is greatly reduced due to multiple collisions with closely spaced gas particles, resulting in much of the electron’s energy being dissipated. It’s also important to note that every gas has a different minimum breakdown voltage resulting in a unique Paschen curve depending on the gases present within the contact gap.
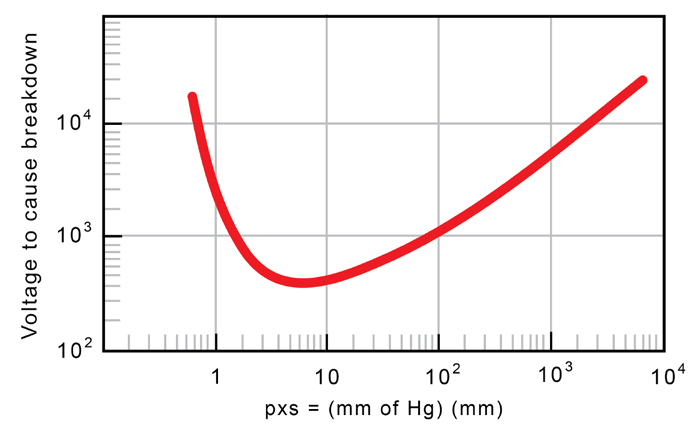
Figure 1: Paschen curve for air at 20°C[3]
The potential for gas ionization described by the Paschen curve isn’t the only mechanism that contributes to an arc during contact closure. The electric field, when high enough, begins to “pull” electrons from the cathode (-) and accelerates them toward the anode (+) through a process called field emission. No gas is required for this to occur. After being liberated from the cathode, electrons are accelerated by the electric field and collide with the anode causing heating and material erosion.
A third contributor to arc formation is thermionic emission. As the metal surfaces initially make contact, tiny areas are forced to conduct all the current due to irregularities on the contact surfaces. This results in very high localized current densities that rapidly heats the cathode, allowing electrons to break free from the metal surface. The electrons accelerate toward the anode due to the electric field.
During contact “break” (opening), the same arc forming mechanisms are at work, although in a slightly different order. As the contacts begin to open, current density once again increases rapidly due to the reduction in effective contact area creating very high localized temperatures. Temperatures can again reach high enough levels to create a metal vapor from the contact material resulting in thermionic emission. As the electrons accelerate through the gases between the contacts, the gas molecules (both atmospheric gases and metal vapor) are ionized leading to the cascading effect of more charged particle release.
Electrical arcing is a primary mechanism behind material erosion and contact failure. Numerous engineering and application considerations need to be taken into account during the early design phase. Proper contact design for a given application combined with adequate testing will ensure dependability and long life.
References:
[1] Kraus, John D., and Fleisch, Daniel A., Electromagnetics with Applications (5th ed). Singapore: McGraw-Hill Companies; 1999. pp 35-42.
[2] Slade, Paul G., The Arc and Interruption. In: Slade, Paul G., editor. Electrical Contacts: Principles and Applications (2nd ed). Boca Raton, Florida: CRC Press; 2017. pp. 554-557.
[3] Pitney, Kenneth E., Ney Contact Manual (1st ed). Bloomfield, Connecticut: The JM Ney Company; 1973. pp. 15-16.