Prototyping is a critical phase for the success of any precision metal stamped component or assembly. This is especially true for contacts and other electronic components for demanding applications. Getting it right means a successful ramp-up to full production with few, if any, surprises. But this can be a challenge. Why? In reality, prototyping and development processes are rather different than production processes. Today, we’ll look deeper at this predicament, and detail our innovative solution that resolves it.
The Progressive Die Dilemma
Progress die stamping is a fast and efficient process for stamping complex yet thin metal components. It’s used to produce countless components for a wide range of applications. There is a trade-off though. Progressive comes with higher tooling costs that take time, often months, to develop. When companies are developing new products, this presents a challenge: do they invest heavily in unproven designs or take a chance on a design that prototypes well, but doesn’t succeed when produced in volume.
This gap between prototype and production can be wide. This is due to few factors. One big one: material behaves differently under different conditions, especially precious metals. Tolerances shift resulting in inconsistent parts. Then, what seemed like a dream design turns into a production nightmare.
The Solution
What if we told you that there’s a way to produce prototypes using production run process instead of traditional prototyping methods? There is, and it’s called Manugressive Tooling™. This process, developed by Deringer Ney, delivers the best of both prototyping and production.
Let’s start by breaking down the name. It’s simply a portmanteau of “manual” + “progressive”. This specialty process delivers the best of both worlds: quick prototyping that mimics production, while maintaining the affordability and flexibility required for earlier development stages. Here’s how it works:
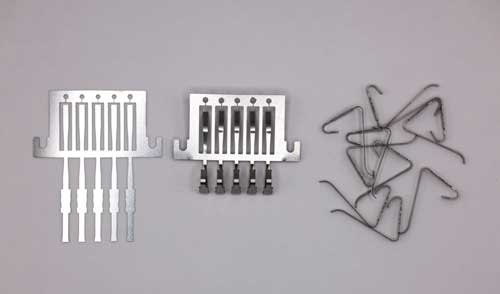
- Initial design is done and ready for prototyping.
- Dies are produced. But rather than creating a complete progressive die set, standard designs are used with custom inserts.
- Precision flat blanks are cut via Wire EDM.
- The blanks are loaded, then manually moved from station to station for forming operations using the same bending and shaping processes as full production.
Manugressive Advantages
Let’s take a more detailed look at the advantages of this novel prototyping approach:
- Design Flexibility – Manugressive provides for remarkably agile design iteration. Since wire EDM is program-driven, designs can be updated, new blanks cut, and revisions tested withing days. This is simply not possible with hardened progressive dies.
- Cost Savings – by purchasing only custom die inserts rather than complete tooling, costs are cut considerably – they are approximately 20% of a traditional die investment.
- Uncompromised Quality and Consistency – Wire EDM delivers flat blanks with exceptional tolerances, and the forming dies use the same principles as production ones. When coupling these two features, the parts produced via Manugressive are functionally equivalent to progressive die output.
When Does Manugressive Make Sense?
This approach is perfect for early to middle stages of product development. Any progressive stamped or formed metal part is a candidate, with volume being the key consideration. Manugressive excels when you need more than a handful, but aren’t quite ready for full production.
Once the designs are validated, ramping up to full progressive die stamping is straightforward and more predictable. Forming operations remain consistent, while automation and cutting methods will change.
The continuity between Manugressive and full production reduces the typical uncertainties and risks associated with traditional approaches. As a result, time-to-market is greatly accelerated and full scale production is much more likely to be a success.